什么是供应商整改的要害?Real Challenges for Supplier to Improve from Audits
网上有一种流传的观点:改变自己是人,改变他人是神,而偏偏在供应商管理中很多时候就是需要推动供应商进行改变,可见有一定的挑战,以供应商审核整改为例也不意外。
从两个维度来看,笔者分为内部资源制约和外部环境制约,要改变往往意味着要从这
两个维度入手。
网上有一种流传的观点:改变自己是人,改变他人是神,而偏偏在供应商管理中很多时候就是需要推动供应商进行改变,可见有一定的挑战,以供应商审核整改为例也不意外。
从两个维度来看,笔者分为内部资源制约和外部环境制约,要改变往往意味着要从这
两个维度入手。
2007年参观欧洲的某公司的生产线,遇到一个抽样检查的问题,当时是巡检的频率以及抽检的数量和中国同产品的代工厂不一样,从欧洲人的角度看,他们认为代工厂巡检时的检验效率过低,因为除了欧洲当时广泛运用自制的Go/NoGo检具之外,当时我们抽检的数量是10pcs,欧洲人认为比较高,但是代工厂没有人能讲清楚,为什么是那个抽检的数量?当时我和欧洲人聊起这个话题,他们给了我非常逻辑性的抽样概率的解释,虽然当时听得半懂,但是此事让笔者一直记忆尤深。
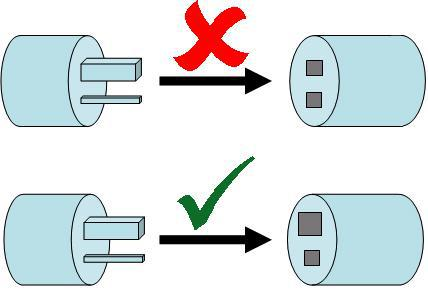
Hits: 339防呆法(防错法Error Proof)作为精益生产的一种工具,由日本专家新乡重夫提出,定名为Poka-Yoke, Poka 是疏忽错误之意,而 Yoke是阻止的意思,六西格玛的控制阶段[1]有介绍其不同层面的介绍,顾名思义是“第一次把事情做好”,意味着“有人为疏忽或者外行人来做也不会出错即不需要专门的经验或特别注意”的制程“傻瓜化”,同时提升产品质量,减少由于检查而导致的浪费、消除返工及其引起的浪费,实现自动化,提高效率并保证安全。 从方法上来看,防呆有大致以下的形式: 检测出差错 后续检测,即下道工序的生产者检查上一道工序的质量问题并立即反馈到上一道工序的生产者,让其停止生产,纠正错误 自我检测,即生产者检查自身的工作 预防性检测,即在错误未发生前发现它并采取措施,所有的检查必须是100%逐个检测,而不是抽检。 Poka-Yoke 防错装置 信号型:对生产失误所发出的警示。比如生产作业中,一个待加工零件被放在机器的一个不正确位置,信号型可能是一个指示灯,提醒员工纠正位置。 控制型:对出现的错误所采取的保险性措施。如上的例子中,控制型可能是连接机器电源的一个装置,它会自动切断电源,使生产中止,直到零件被拿走或者放到正确位置。 如果按照等级来划分,可以参考以下图: 由简入难的范例如下: ① 轻松原则 难以辨认:难拿,难动的作业,易产生失误的作业。 改善: 用颜色区分- – – -容易辨认。 加上把手-… Read More »Error Proof 防呆的风险估算
众所周知,各家主机厂OEM 都有自己的CSR (Customer Specific Requirement), 范围从体系,技术规范到生产过程不等,汽车链上制造商需要评估并确保符合。
近日笔者见到丰田的供应商生产准备手册(TOYOTA SUPPLIER PRODUCTION PREPARATION MANUAL)2012 版第20章节试产管理里除了介绍不同试生产的目的,目标以及所需要使用和报告的表格之外,甚至详细到了产线的布局草图,清晰,简单,明了,被称为“丰田生产单元要求”。
“反应计划”一词笔者发现源于APQP手册中的控制计划,顾名思义是对一种信号或行为的应对措施,APQP 中的官方解释是“反应计划规定了为避免生产不合格产品或操作失控所需要的纠正措施。这些措施通常应是最接近过程的人员(操作者、作业准备人员或主管)的职责,并应在计划中清晰地指定。对预防措施应作出文件化的规定。”
企业所编制的控制计划和实际生产中常见的反应措施无异于APQP 手册中所举例的以下:
通知工长
再检查
隔离并调整
调整并再检查
调整并重置机器
隔离并再试验
按理来讲如果严格按照列明的控制计划应该可以将问题围堵住,但是实践中为什么出现的问题非但没有得到围堵,反而可能扩大化了,也一而再再而三的发生?
 粤ICP备2022015479号-1 All Rights Reserved © 2017-2023
粤ICP备2022015479号-1 All Rights Reserved © 2017-2023You cannot copy content of this page